
前々回の『B02.樹脂設計は「餅は餅屋」がコツ』を解説しました。
と言っても怖い顔をした職人さんとの打合せは気が引けますよね。「何も知らない若造め!」などと馬鹿にされないかと不安になります。
今回は、その不安を少しでも払拭しましょう。
- 筆者が若き設計者のころ、機械設計の中で一番に難しい部品は、「鋳物」でした。それが現在は変わって、「樹脂」です。鋳物は相変わらず難易度の高い部品で、現在でも第2位です。
- 今回はその設計難易度が第1位の樹脂設計に関して、「餅は餅屋」と相談するときに関してのアドバイスです。「餅は餅屋」の意味が分からない人は、『B02.樹脂設計は「餅は餅屋」がコツ』を読んでください。
1.「餅は餅屋」の相談で出てくる単語はたったの4つ
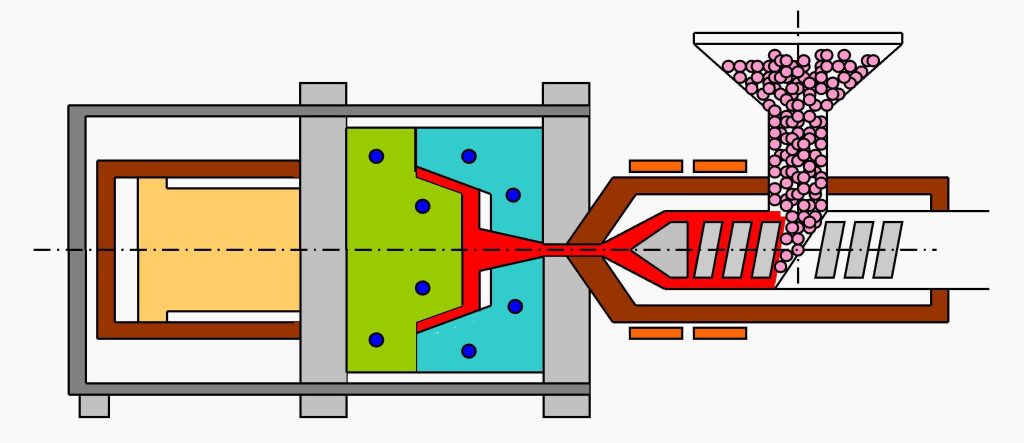
- では早速、図表1をみてください。
何度か掲載されるお馴染みの「射出成形」の原理図です。ずばり、射出成形に関する「餅か餅屋」のオヤジとの技術的相談で必要とする単語は、図中の、・・・
① キャビティ
② 冷却パイプ
③ ペレット
④ パーティングライン
です。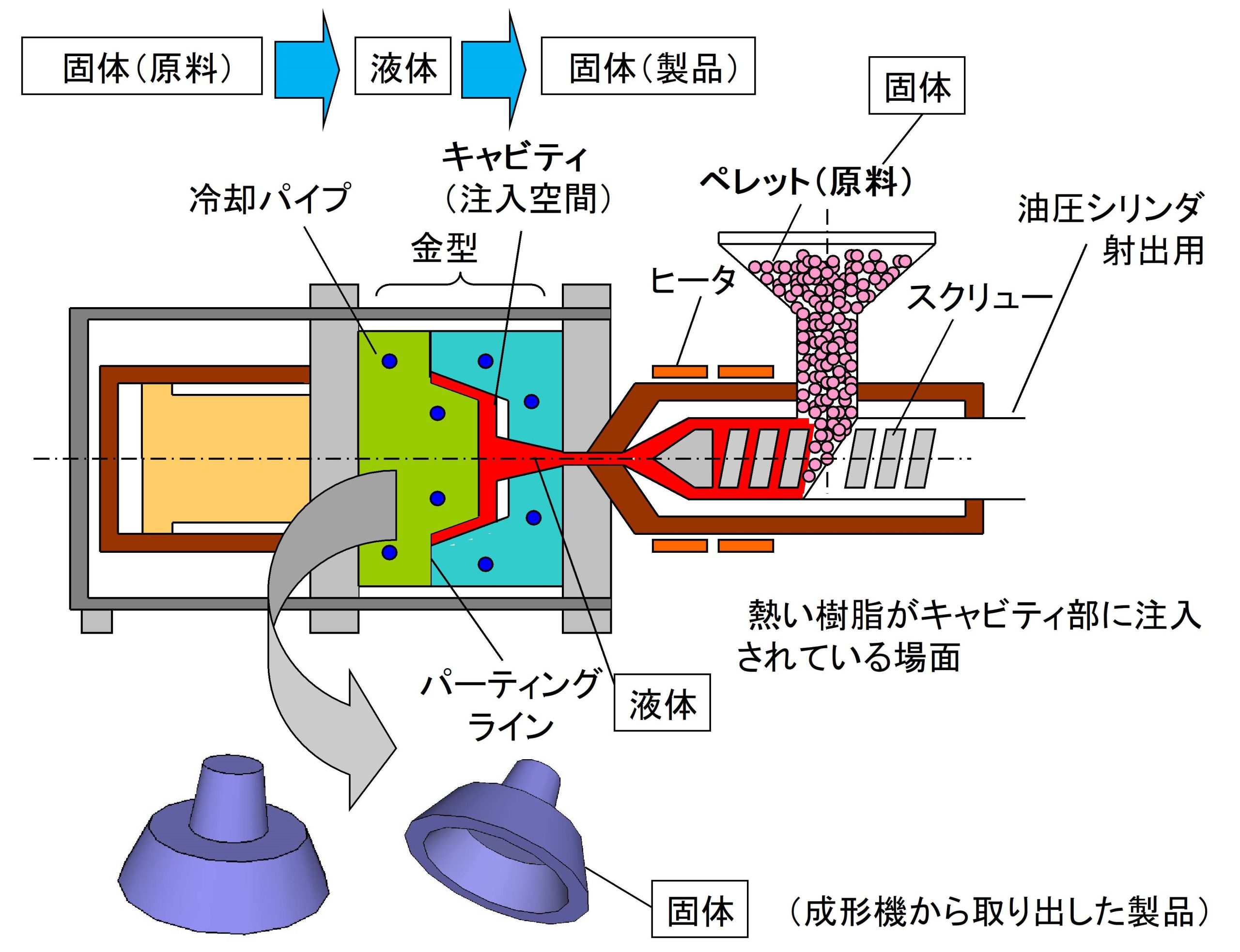
【図表1】 - 「キャビティ」とは、実はやっかいな単語です。なぜかというと、本来のキャビティは「注入空間」を意味します。注入空間とは製品形状の空間です。図表1では、白色の空間が残っている作業途中の概念図です。では、他は「雌型(めすがた)」を意味する場合があります。
「餅は餅屋」のオヤジと相談中に、話の前後で、キャビティを注入空間の意味で使用している人、雌型で使用している人を話の前後で判断してください。 - 「冷却パイプ」は、その名の通り、型を冷却します。ドロドロに溶けた溶岩のような樹脂材料が、図中のキャビティに注入されると、射出成形の「型」の温度もドンドンと上昇してきます。その結果、成形品の精度が狂うだけでなく、成形品が高温時には外へ取り出せないため、成形サイクルが伸びてコストアップにつながるので、常に冷却しなくてはなりません。
前述の成形サイクルは、spm(stroke per minutes)という単位で表現します。いわゆる生産性のことで、樹脂部品は3~10 spm、板金:30~150 spmとなっています。樹脂部品が安いとは、都市伝説です。樹脂部品が安いと言うのであれば、それは樹脂材料だけです。これは、他の専門書や技術セミナーでは教えてくれませんよ。 - 「ペレット」とは、たとえば、ペットボトルを資源ゴミのゴミ箱へ廃棄してそれを回収すると、大人の小指の先端くらいの粒に粉砕します。この粒を英語で、「pellet」と言います。
- 「パーティングライン」とは、射出成形の雄型(コア)と雌(キャビティ)が合わさった面をパーティングラインと言います。射出成形は、型が開閉するわけで、図表2のように射出成形機へ金型を取り付ける場合、キャビティーが固定側となり、コアが可動側となります。
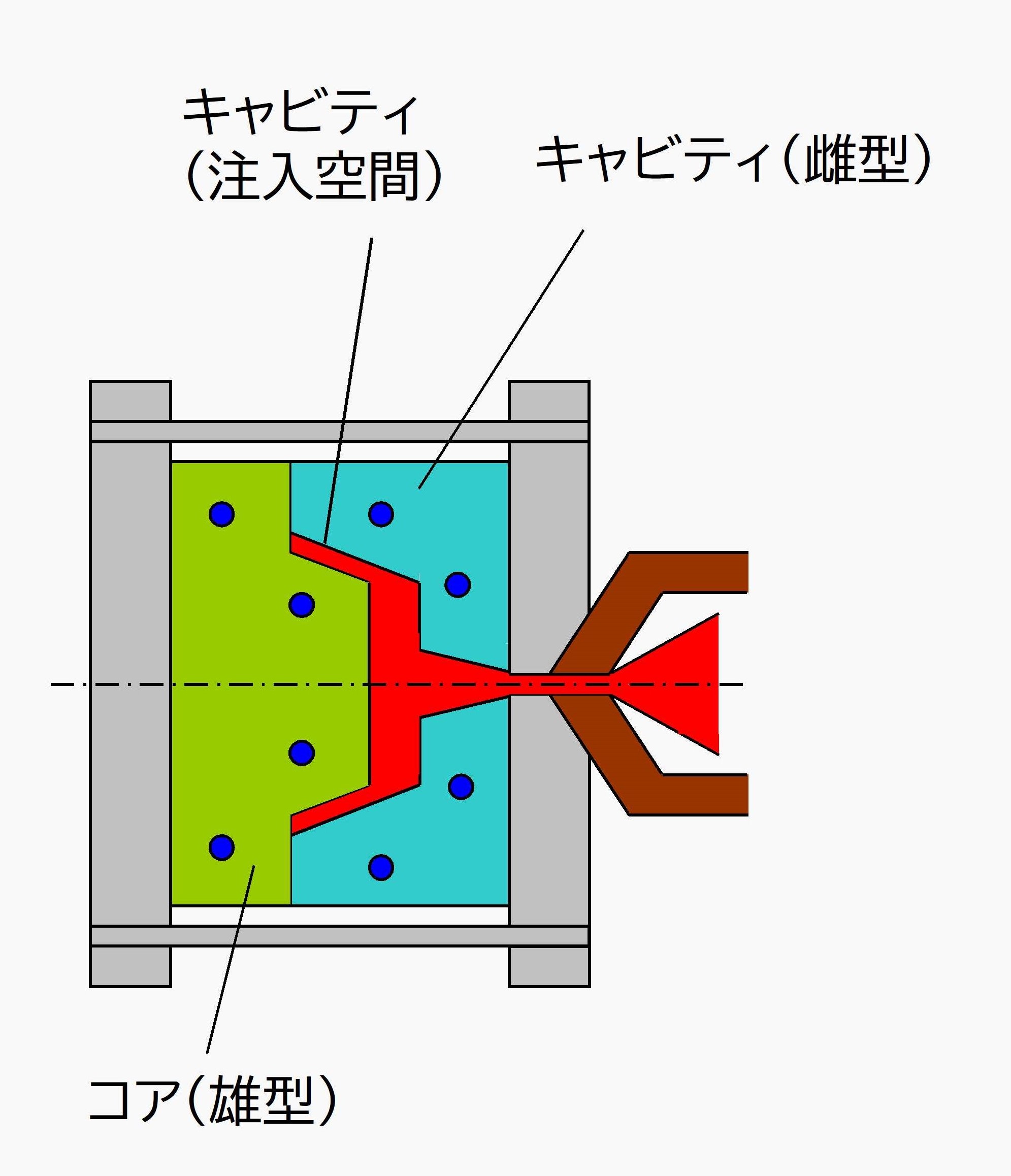
【図表2】 - 以上の4つの単語を理解すれは、「餅は餅屋」のオヤジとの技術打合せが可能です。なにも、餅屋以上の知識を得る必要はありません。もし、上回ったら餅屋に嫌われるでしょう。