
今回のコラムは、タイトルそのままですが、板金を利用した各種軸の固定方法として、板金と軸のハイブリッド設計を解説します。
是非、低コスト化設計にもお役立てください。
1.板ばねを使用した軸の固定方法
- 前回の「C04.板ばねや樹脂のばね性を使用した軸の固定ワザのp2」の図表-2は、板ばねの代わりにごく一般的な冷間圧延鋼板(たとえば、JIS名でSPCCなど)でも、軸の固定を満たすことができると解説しました。
前回の「図表ー2」とは、下図のことです。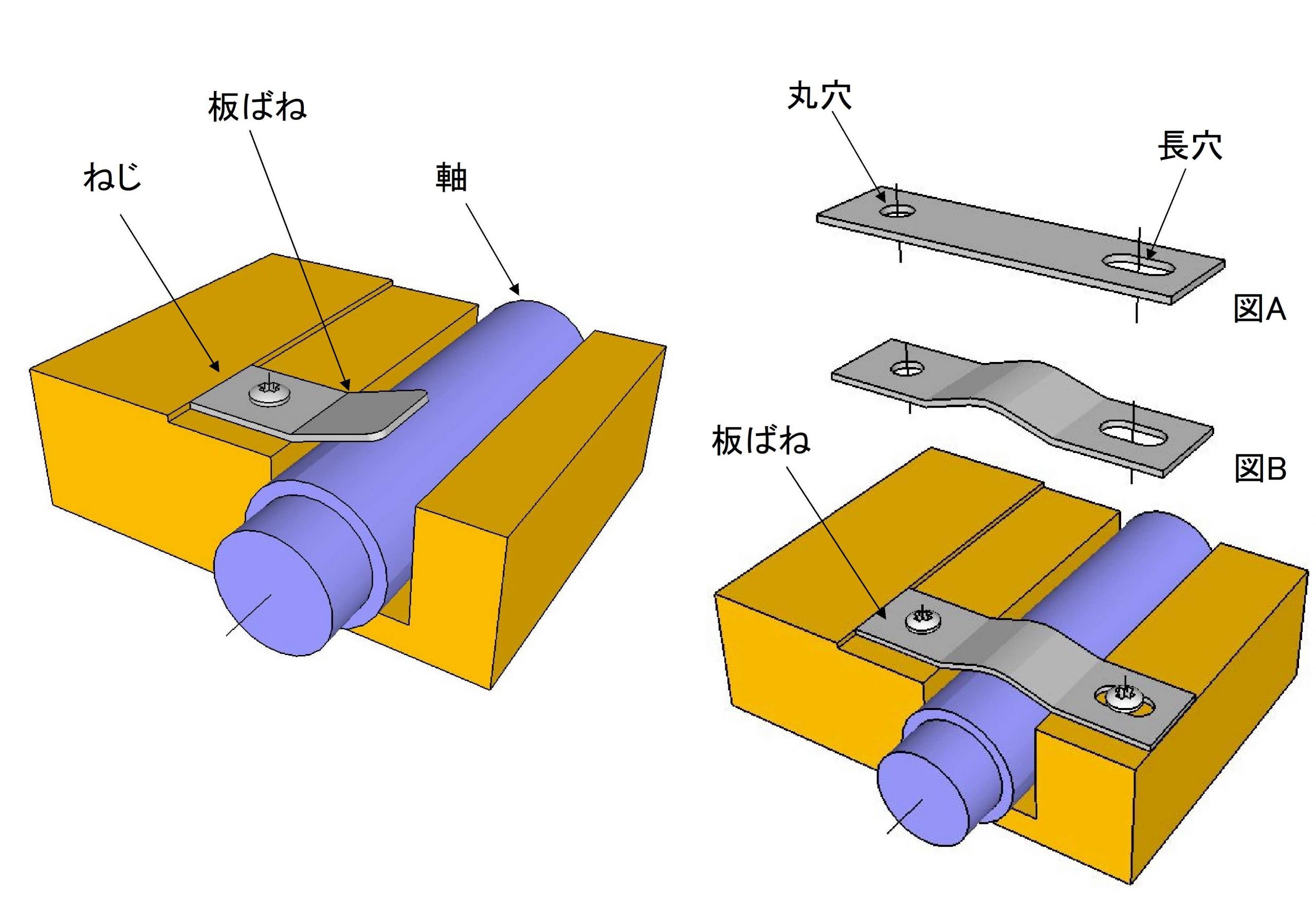
【前回の図表ー2】 - 今回のコラムでは、前述の一般的な板金とプレス加工を使用して、少々手の込んだ設計を伝承します。
2.板金とプレス加工を利用した軸の固定方法
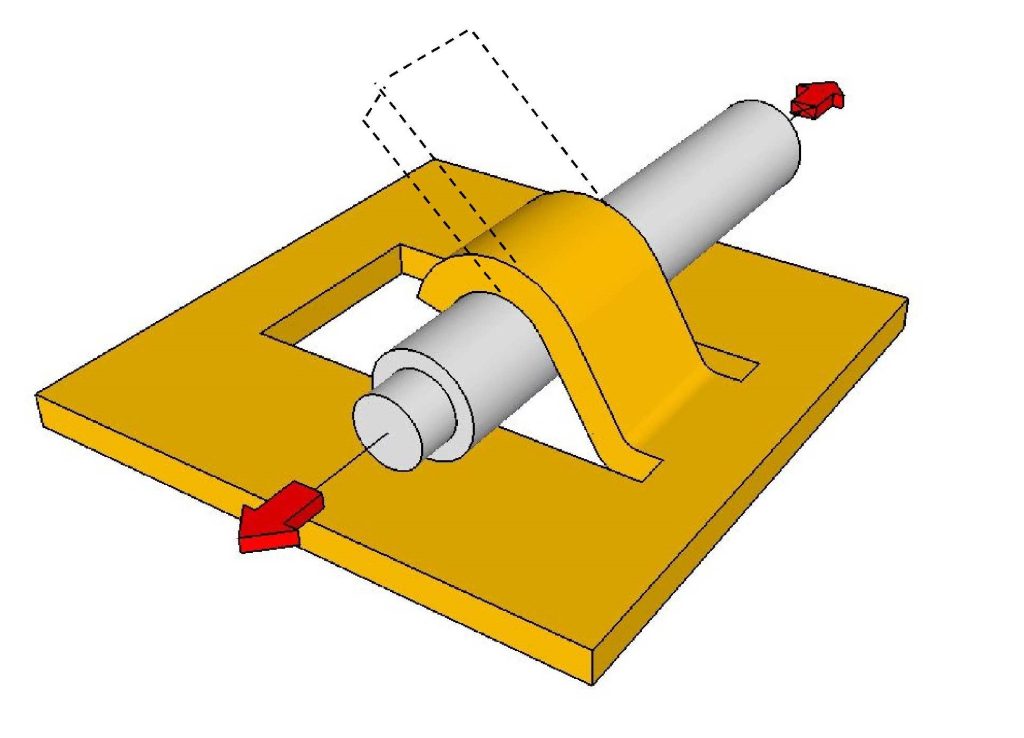
- 図表-1の図Aですが、板金にプレス加工機にて点線で示す「切り起こし加工」という作業を施します。
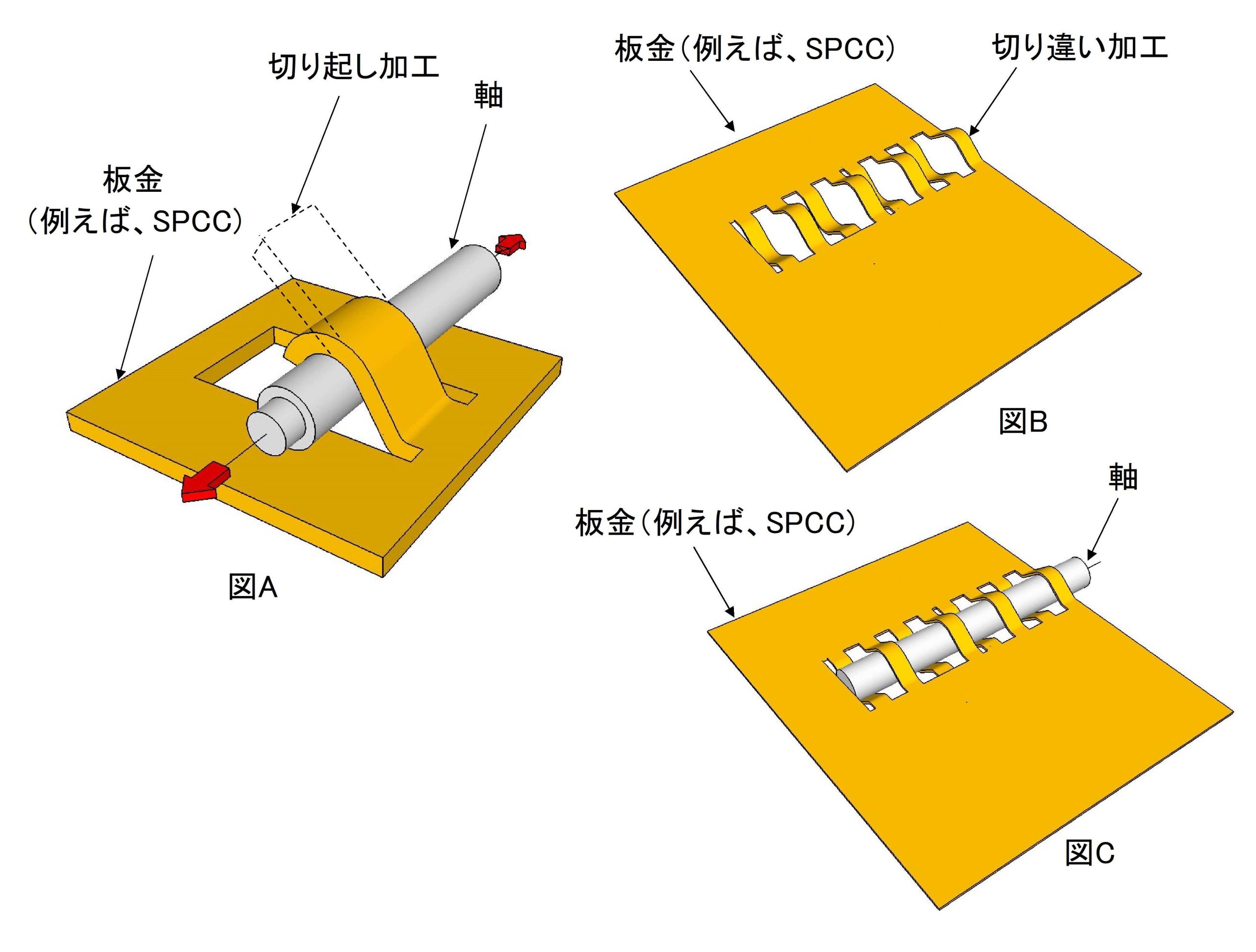
【図表ー1】 - 次に、軸を板金上に設置し、軸を抱え込むように曲げ加工で固定します。ただし、図中の赤色の矢印の方向に関する固定力には期待できません。
図中の図Bは、前述の「切り起こし加工」同様に、板金にプレス加工機にて「切り違い加工」という作業を施します。 - 次に、図Cに示すように「切り違い」を縫うように軸を差し込み、曲げ加工で固定します。この場合も、図中の矢印の方向に関する固定力には期待できません。
3.板金のばね性を利用した軸の固定方法
- 図表-2の図Aおよび、断面図の図Bを説明します。L字型の板金をねじ1本で固定することで、軸を固定します。このとき、板金には軸への押圧力が発生するように寸法を決定します。
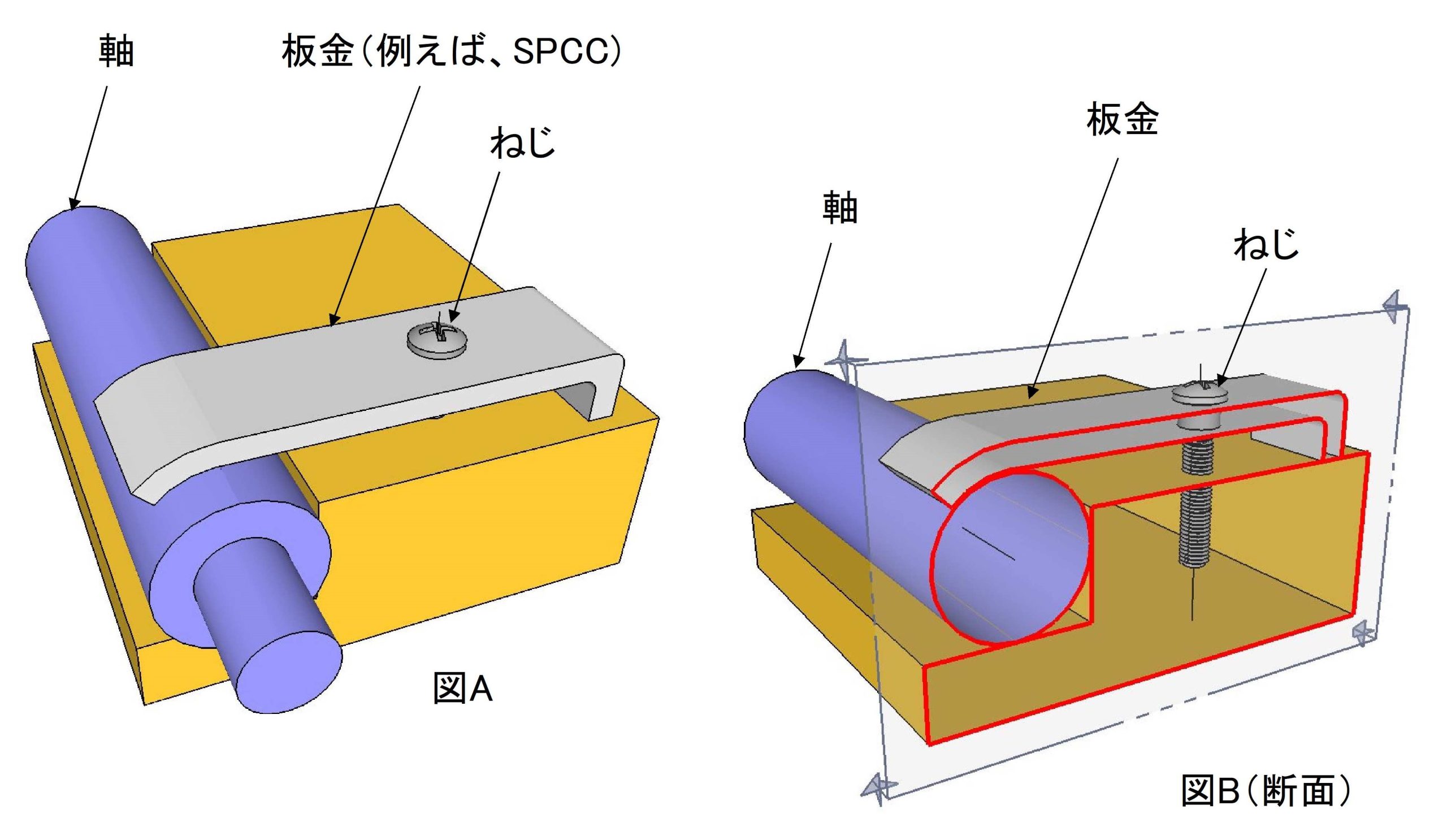
【図表ー2】 - このとき、採用した材料の弾性限度(σe)以内、つまり、弾性域で使用することを設計伝承しておきます。
注:弾性限度(σe)は、「C03.ねじとばねを使用した軸の固定ワザの図表-3」に示す「軟鉄(S45C)と銅(C2600)の応力-ひずみ線図」を参照。 - 板金の押圧力が不足の場合は、板金の幅や板厚を増やして押圧力を増加させます。ただし、軸方向と回転方向に関する抑制力や固定力には期待できません。
- 図表-2の事例の欠点は、軸方向と回転方向に関する抑制力や固定力には期待できないと解説しましたが、図表-3の事例は、この問題を解決できます。
- それでは、図表ー3で解説します。図中の図Bを見てください。
軸には、フライス加工などで平面部を形成します。この平面部に、L字型の板金をねじ1本で固定することで軸を固定します。
このとき、板金には軸への押圧力が発生するように寸法を決定することは、本コラムの図表-2と同じ要領です。
平面部を設けることで、軸に関する加工コストは増加しますが、軸方向や回転方向への移動を抑制できます。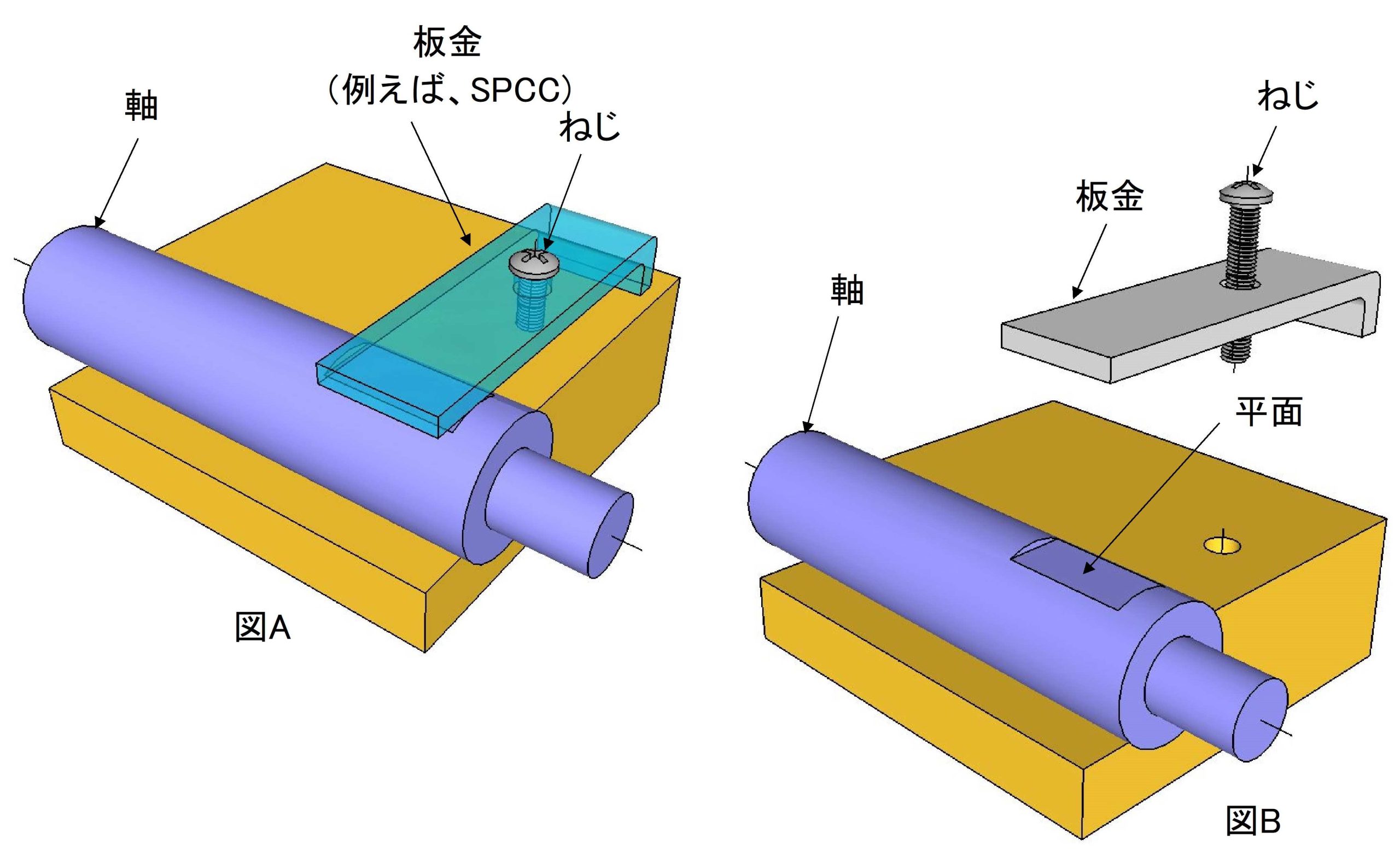
【図表ー3】
おつかれ様でした。また、お会いしましょう!